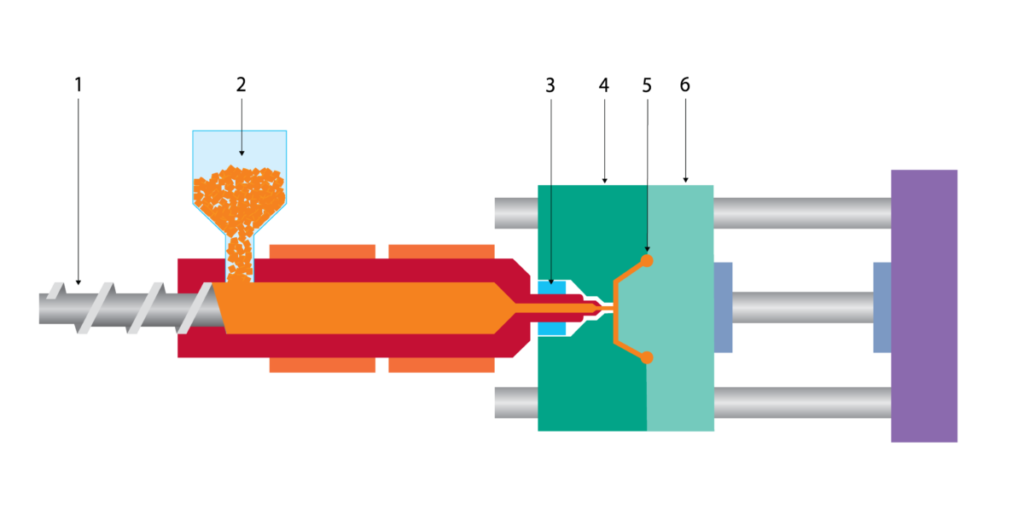
Lors de la phase d’injection dynamique, la matière malléable qui a été poussée vers la buse est injectée dans le moule. Elle prend la forme de la pièce souhaitée.
La phase de maintien permet ensuite, grâce à l’application d’une pression constante, de répartir la matière de manière homogène. Cette opération permet également de limiter le retrait de la matière pendant la dernière phase.
Le refroidissement intervient ensuite. Lors de cette phase, la pièce est refroidie grâce à la régulation thermique du moule : la matière est ainsi durcie, ce qui lui permettra de conserver la forme voulue.
Enfin, le moule est ouvert – après être resté verrouillé pendant toute l’injection. La pièce moulée est éjectée. La presse se referme pour qu’un nouveau cycle d’injection recommence…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}